蝸輪加(jiā)工
蝸(wō)輪加工的方法一般采用滾齒和(hé)切齒後(hòu)再進行(háng)剃齒、珩齒或研齒等加(jiā)工。滾切蝸(wō)輪的精度一般可達6~8級(JB162-60)。飛刀切齒精度可達(dá)7~8級,飛刀製造簡單(dān),但切齒的(de)生產(chǎn)率(lǜ)低,適用於在(zài)單(dān)件生產和修配工作中。
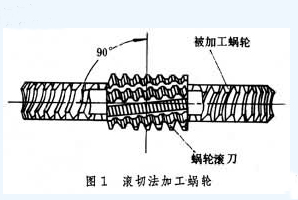
滾齒加工:
采用基本參數與工作蝸杆相同的蝸(wō)輪滾刀,按展成法原理切出齒形。如果采用徑向進給法滾齒,則滾刀與工件按Z2/Z1的傳動(dòng)比(Z1為工作蝸杆螺(luó)紋頭數(shù),Z2為蝸輪(lún)齒數)對滾,兩者逐漸靠近直到其中心距等於工作蝸杆與蝸輪齧合時的中心(xīn)距為止。采用切向進給(gěi)法滾齒時,機床除_刀具旋轉外,還要(yào)有軸向進給;同時機床的工作台也要增加相應的附(fù)加轉動,才能(néng)實現展成(chéng)運(yùn)動,這_要使用差(chà)動鏈。因此,切向進給法的加工精度一般不如徑向進給法(fǎ),但齒麵(miàn)質量(liàng)較好,且(qiě)不會產生根切現象。
飛刀切齒:
飛刀相當於蝸輪滾刀的一個刀齒。飛刀切(qiē)齒隻(zhī)能采用切向進給法,在滾齒機上可(kě)使飛刀轉(zhuǎn)一周蝸輪轉Z1個齒(chǐ),再加上飛刀的切向進(jìn)給與工作台的附加(jiā)轉動,也能按展成法原理切出正確的(de)齒形(xíng)。
蝸輪滾齒或飛刀切齒後,為了提高齒麵質量、_蝸(wō)輪與蝸杆齧合時的接觸情況,可在滾齒(chǐ)機上珩齒或研齒。珩齒工具是用磨料與塑料、樹脂的混(hún)合物澆鑄在基體上而製成的珩磨蝸杆;研齒時(shí)用鑄鐵製成的研(yán)磨蝸杆加研磨劑(jì)與蝸輪對研。






.jpg)
機,VF減速機,蝸輪減速機-VF係(xì)列蝸輪減(jiǎn)速機 質量好!")
載圍欄式(shì)回轉(zhuǎn)減速機,回轉減速機,蝸輪蝸杆-WE重(chóng)載圍欄式回轉減速機")
F係列減速機,F減速機,斜(xié)齒輪減速機-F 係列平行軸斜齒輪減(jiǎn)速機")
德減速機(jī),二次包絡,蝸輪蝸杆減速機-C係(xì)列平麵二次包絡蝸輪蝸杆(gǎn)減速機 _從我開始!")
PV直角精密行星齒輪減速機,行星齒輪減速機-PV直角精密行(háng)星齒輪減速機 形(xíng)式多樣非標定製")
缸-伺服電動缸")
動推杆")

絲杆升降機,錐齒輪滾珠絲杆升降機-傘齒輪絲杆升降機")
轉向箱,轉向箱,螺旋(xuán)錐齒輪換向器(qì)-傘齒輪轉向箱")
德(dé)傘(sǎn)齒輪升(shēng)降機推杆,蝸輪(lún)蝸杆電動推杆(gǎn),螺旋絲杠電動推杆-升降機推杆")
